Sep. 05, 1974




UNIQUE SOFTWARE AND EQUIPMENT CREATED
TO PROCESS COMPLEX SURFACES
Toyota Creates World's Largest and Most Advanced NC System
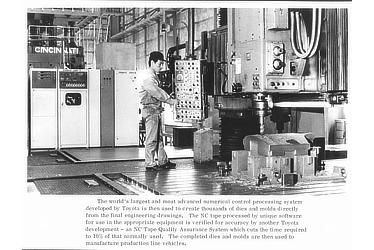
TOKYO―The Toyota Motor Company has developed computerized, numerically-controlled (NC) mold-making equipment capable of processing complex sculptured surfaces. Considerable international interest is expected to focus on what is regarded as the world's largest and most advanced NC system.
The computer software and apparatus that make up the system were developed after a research effort of several years and are reportedly the first of their type. They have already been used to great advantage in making dies for the new Toyota "Corolla 30" and "Sprinter" series.
Although several NC systems cure now in use for automated processing of relatively simple die surfaces―such as those used for aircraft wing elements and turbine blades―none of the existing systems can be used efficiently to define, automatically determine and completely cut complex sculptured surfaces.
In comparison with conventional NC processing methods the new Toyota NC system has the following operational advantages: (1) Higher precision, leading to improved reproduction efficiency in manufacturing basic master models and metal molds; (2) Shorter lead time; (3) No need for skilled labor; and (4) Lower costs through reducing the number of processes.
- Special Features of the System
The "Toyota Complex Sculptured Surface Processing System" has the following features -
- It is the largest of known NC processing systems, with an object program size 3 times larger than the APT III System. It consists of 1,500 FORTRAN subroutines with approximately 100,000 FORTRAN cards.
- It has a powerful graphic display capability and a complete sculptured surface cutting capability. Between 3 and 10 cutter positions are generated per each second of UNIVAC user's CPU time.
- It automatically takes into account the subsequent pressing process; metal mold processing technologies are fully incorporated.
- The computer program has substantial flexibility and expansibility.
Operation of the Toyota System
The system first reads or scans the shapes of sculptured surfaces directly from the blueprints. Then, the computer memorizes the data thus obtained as graphic display information. Processing computation is subsequently performed by the computer, which then releases NC processing printouts.
Development of Numerically Controlled Processing Systems
The NC processing system was first seriously applied to production during 1950, when special aircraft component parts were manufactured in the United States. The basic method reached a high point in 1960 when the Automatically Programmed Tools (APT) System was developed.
The APT System's advanced software concept served for many years as the "bible" for scientists and researchers in this field. And, APT is particularly suitable for use in the aircraft industry, where safety is of such overwhelming importance. In the system, a certain form is expressed by a mathematical formula representing a point, circle, straight line or parabola.
Both of the subsequent improved systems for nonanalytic surfaces―Boeing's FMILL and General Electric's GEMESH―were based on the APT and were capable of processing complex curved surfaces by the use of matrix data.
Problems in adopting the APT System for Automotive Use
While the APT System can directly control all processes necessary for creating critical aircraft components, it is not sophisticated enough to perform the same function in the automotive industry. The design of a motor vehicle involves not only safety and performance factors, but unique and complex styling linked to man's social life.
APT is incapable of performing cutter offset computation in the metal mold cutting process where there are more that 4 contact points between the cutter and the curved surface. It cannot easily correct over-cutting and undercutting which varies from the specifications of the master model
Because APT could not be modified to meet the requirements of the automotive industry, it became necessary to think in terms of a new approach. In manufacturing a motor vehicle under ideal conditions, it is essential that a single computer system be capable of numerical control of the entire component processing procedure. This is what Toyota set out to do.
Toyota Accepts the Challenge
The "Toyota Complex Sculptured Surface Processing System" was developed because the company refused to accept the limitations of all existing NC processing systems. A comprehensive research and development program was started in 1969 and carried out during the next 4½ years.
The achievement represents the first major stage of a long-range automotive NC processing system development program. Work is now underway on the next stage of a total computer system which will give additional capability and control in exterior styling and designs.
During the past 4½ years of research, the company has worked closely with several Toyota group companies: Toyoda Automatic Loom Works, Aishin Seiki, Kanto Auto Works and Toyota Central Research 8c Development Laboratories.
Early Application of the Toyota System
The Toyota System was used first on the new "Corolla 30" and "Sprinter." The system is theoretically capable of controlling all 11 component production processes, but is currently being used only to control 6 component production processes (including doors, hood and trunk).
More than 1,000 metal molds are required to produce the "Celica" (5,000 to 6,000 component parts); one-third to one-half of these need curved surface processing.
Use of the new Toyota System has reduced the time required for processing the surfaces of metal molds or dies by 30% and has slashed production costs by 50%. Lead time has also been drastically lessened, while precision has been substantially improved.
Because APT could not be modified to meet the requirements of the automotive industry, it became necessary to think in terms of a new approach. In manufacturing a motor vehicle under ideal conditions, it is essential that a single computer system be capable of numerical control of the entire component processing procedure. This is what Toyota set out to do.
Toyota Accepts the Challenge
The "Toyota Complex Sculptured Surface Processing System" was developed because the company refused to accept the limitations of all existing NC processing systems. A comprehensive research and development program was started in 1969 and carried out during the next 4½ years.
The achievement represents the first major stage of a long-range automotive NC processing system development program. Work is now underway on the next stage of a total computer system which will give additional capability and control in exterior styling and designs.
During the past 4½ years of research, the company has worked closely with several Toyota group companies: Toyoda Automatic Loom Works, Aishin Seiki, Kanto Auto Works and Toyota Central Research & Development Laboratories.
Early Application of the Toyota System
The Toyota System was used first on the new "Corolla 30" and "Sprinter." The system is theoretically capable of controlling all 11 component production processes, but is currently being used only to control 6 component production processes (including doors, hood and trunk).
More than 1,000 metal molds are required to produce the "Celica" (5,000 to 6,000 component parts); one-third to one-half of these need curved surface processing.
Use of the new Toyota System has reduced the time required for processing the surfaces of metal molds or dies by 30% and has slashed production costs by 50%. Lead time has also been drastically lessened, while precision has been substantially improved.
(Diagram)
Flow chart of the "Toyota Complex Sculptured Surface Processing System"